What Data Collection or Scanning Technology is Needed for My Project?

Many measurement and reverse engineering requirements require more than simple caliper or micrometer measurements. Whether you are conducting a First Article Inspection (FAI), troubleshooting a manufacturing issue or reverse engineering a legacy part for improvements, one or multiple of the modern data collection methods may work – but what is best and what are you compromising on by using any particular method? Do you do this work yourself or hire out an experienced service provider?
A good service provider will have an array of technologies available so that the best equipment will be used for each part of your project. This is part of the business case for using outside service providers. Since they are focused primarily on collecting and processing data, you gain assurance that the data will be best suited to your project. Because they are using their equipment day in and day out, they are best suited to giving you relevant data in an efficient manner. Most companies seeking this type of service have some internal capacity to do this type of work themselves. While the internal resources may be proficient, they tend to be tasked with day to day production requirements and are unable to complete first article inspections or reverse engineering projects in a timely manner. This is usually for the simple reason that most companies cannot afford to have full time staff just waiting and available for these often sporadic requirements. They are required to make their full time staff fully productive year round. This gap is what allows service companies to survive and thrive. Many of our larger customers have the same or similar equipment as we do but do not have time to run these sporadic projects due to production requirements. Smaller sized companies are not able to justify the equipment or staff expenditures required to maintain an efficient and well trained staff for these activities. The other advantage that you get is that service companies service not only the industry you are in but many others. So you get the combined knowledge and learning gleaned by that service company over many industries and different project types. In our business, I cannot think of an industry that we do not serve. I also struggle to think of components/parts that we have not measured at some point in the past.
We also feel that service companies that employ degreed engineers to do your work offer a superior service. While your own internal staff may consist of knowledgeable non-degreed technical staff, when going to a service provider we find that interfacing with a degreed engineer reduces communication barriers that might otherwise exist. Since our entire staff is cross trained on each technology and software that we provide services for, they are very adept at pointing you to what you specifically need – no more and no less. So a question you would hear from us concerning your project is something like: “what is your end goal with the data or report?” This is not an attempt to be nosy, but rather a probing to gain a better understanding of your goals. We can then apply our considerable knowledge base concerning dimensional measurement and reverse engineering to give you the correct and most efficient services. Most of our customers are not metrologists and are not aware of all the options available to them. Part of our job, and the job of any good service organization, is to educate the customer. Some service organizations might concern themselves that educating the customer will just allow that customer the knowledge they need to buy their own equipment and no longer be a customer. This is not our concern. In fact when you are ready to buy your own equipment (when you can justify it internally), we are more than ready to give you our opinions and knowledge about the good and bad with any equipment, software or technology. Our philosophy is that if you have enough business to justify the equipment and man power, you don’t need us anymore for that service. Well at least until you get overwhelmed with large projects or need help training some staff. With these goals in mind, we hope to educate you on some basics concerning different measurement equipment and why we might use one technology over another or why we might use a combination of different technologies.
Modern dimensional measurement technology falls into two broad categories: contact and non-contact. We will look at each of these in general and then point to related posts that give you more information. This is not meant to be the complete compendium of dimensional measurement equipment but rather a guide for a basic level of understanding the major differences and similarities. There will always be new equipment and new variations on technologies that are coming on to the market. Here, we are always anxious to have those sales people come and visit us to demonstrate those new technologies to us. We even encourage our suppliers to come try their sales pitches on us first as a trial run. This is mainly because we want to see the new equipment sooner. However due to our experience and depth of knowledge, we do ask great questions that can help that sales person. If the equipment fills a niche in our service offering not already covered by our other equipment, it will be on my list!
The contact category as the name implies requires the physical contact of a hard probing surface to the object being measured. So if your project is flexible (not rigid), soft or fluid, the measurement may be impacted. This most often takes the form of a spherical probe made out of one of many materials. Other contacting objects that are mounted on equipment for contact measurement include sharpened points (point probe) used to get into places that are too tight for larger spheres, sections of spheres or flats/edges that are used to locate a small surface or corner. And other contact measurement probe surfaces simulate cylinders (gage pins) or flats (gage blocks, calipers, micrometers, etc). Many measurement requirements do not allow physical contact, so in those cases the non-contact instruments must be used. This link takes you to view the article on common contact measurement devices.
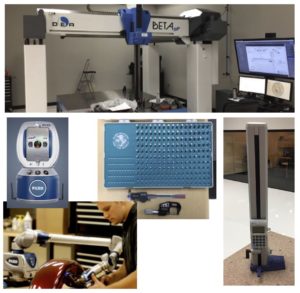
FIGURE 1: Common Contact Measurement Devices
The non-contact variety of measurement instruments use some form of light to contact the surface and read distances to create data sets. Typical forms include: laser, white light, structured light and x-rays. These light sources obviously contact the surfaces, but given their nature are less likely to change or damage the objects they are measuring. This allows delicate objects, flexible objects and even liquids to be measured. Obviously if the surface is sensitive to one or multiple of these types of light, then a different form must be chosen. I can immediately think of very few examples where components have sensitivity to one of these forms of light. One that comes to mind is x-ray sensitivity. For example, there may be some printed circuit board components that are susceptible to a very high level of x-ray exposure. I am not sure we have ever encountered this in measuring circuit boards but, the possibility is there. It is more likely that the surface will be highly specular (shiny not diffuse) or transparent and then return some spurious or erratic data. This can be mitigated as later explained in the article linked below. Beyond that, non-contact data collection is an extremely fast and highly efficient way to more fully understand a surface that is to be measured. The sheer volume of data makes visualization exponentially easier than with contact based methods. Scanning will yield millions of points and contact measurement typically yields at most hundreds to thousands of points. The positive side of most contact based methods is in the fact that they are generally more accurate and less noisy (the data is less scattered than in scan data). This link takes you to view the article on common non-contact measurement devices.
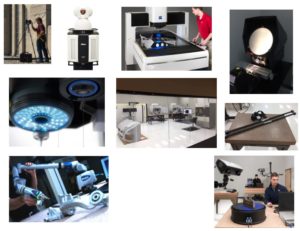
FIGURE 2: Common Non-Contact Measurement Devices
Internally, we evaluate each job based on the print tolerance requirements and our large range of measurement instruments. We want to be 10x better than the print tolerance requirement and generally no less than 5x that requirement. To help in this end, we developed an internal chart showing our measurement uncertainties for some of our various equipment (Figure 3). This gives our engineers a quick way to sort out options during the quoting phase of a project. Where tolerances are so tight that it is not feasible to meet the 5x or 10x rule of thumb with practically available equipment, we work with our customers to come up with the best alternative solution possible. Sometimes these tight tolerances are required by the design and sometimes these can be opened up by allowing less tolerance elsewhere (Tolerance Study / Stacking). And sometimes this is a measurement study for a particular dimension that might include an often repeated measurement to understand variability / uncertainty. Either way we work with our customers to provide them the solutions to choose from.

FIGURE 3: Equipment Uncertainty Chart Based On Tolerances
Whatever your dimensional measurement requirements are, 3D Engineering Solutions can help. Please contact us with your measurement requirements at 3D Engineering Solutions or by calling 513-771-7710.


Leave a Reply
Want to join the discussion?Feel free to contribute!