Reduce FAI/PPAP time & cost by 80%: The New Inspection Paradigm
Traditional FAI & PPAP
Traditionally FAI (First Article Inspection) and PPAP (Production Part Approval Process) inspections include a complete look at all the print dimensions. A typical dimension may take 10-minutes to fully program, collect the data and report using traditional methods. Because prints can easily have between 150 to 1,000 dimensions, this becomes a significant time and resource constraint for many projects.
New Technology Means New Data
With the advent of various scanning technologies (Laser, Structured Light, Industrial CT), massive amounts of data can be collected relatively quickly and efficiently. Because all modern products are created using CAD (Computer Aided Design) models, this data can be compared to the base model relatively easily. Even for older product created before the common use of CAD, models can be created.
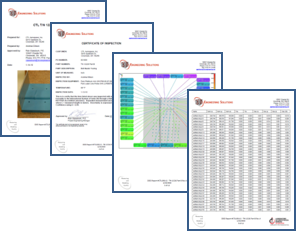
This basic comparison is a Scan to CAD Model Comparison (Scan to CAD). The point cloud (or Voxel data set if Industrial CT is used) is aligned to the CAD model using the print Data Reference Frame and a deviation color map is generated. This is effectively a colorized profile map of the entire part. Many design engineers will use a catch-all note on the print such as:
“UOS ![]() ”
”
This would mean that unless otherwise specified (UOS) on the print, all surfaces need to be at a 0.4 profile to the ABC Datum Reference Frame. Technically and actually if this appears on your print, then it is required that a scan be completed of the entire part in order to check this. Optionally you could use a traditional fixed CMM probe to touch probe or scan (by dragging a probe across the surfaces). However, that would be relatively cumbersome and yield a much smaller sampling of the surface than a light or x-ray(CT) based scan.
Within a couple of hours (typically) you could have a very nice comparison of how the entire part compares to the nominal CAD model. If you strictly rely on traditional methods (fixed CMM, hand gages, height gages, etc), it could take weeks to have data.
So why not scrap the traditional methods and totally move toward a scanning technology?
The answer lies in the fact that not one piece of equipment is suited for all situations. Each piece of equipment has its optimal uses based upon accessibility to the features in question, ease of use of the equipment/software and measurement uncertainties related to the equipment relative to the print required tolerances.
So how do we combine the benefits of each piece of equipment and reduce the total time/cost burden to produce an FAI/PPAP?
On the one hand, there are certain dimensions that you will need to absolutely know hard values for (critical mating dimensions for example) and others that are just needed to insure that adequate clearance is present (radii, outside casting features, etc).
Basically, the design engineer will need to assign a small number of critical dimensions for each part in question. These would be ones determined by tolerance stacks and design intent to critically affect fit and functionality. All the other dimensions present or described would only affect form. The part would then be fully scanned by one of the methods mentioned above and this would be used as an accurate visual filter to the approving design or quality engineer. All critical dimensions can be extracted from the point cloud / voxel data set and then reported. The balance of the part will be reported using a profile map of the part as described above. If there is an area of high deviation shown in the profile map, then additional dimensions can be extracted in that area from the now existing data set. You could also generate multiple profile maps with different values to further refine your search of the data in minutes. You can then avoid having to check the specific values of non-critical features. If the scan data does not have adequate uncertainty values associated with it for the tolerances required by the print, then a more adequate traditional method could be employed for those specific areas. So you would review data from every area of the part and then focus on areas that appear deviant to the design intent. This will easily cut out 80% of the time (cost, time to market) involved with a traditional FAI / PPAP.
What does this mean for component part suppliers?
With every change there are gains and losses. One loss is the ability of suppliers to hide errors in non-critical areas. For example when performing a Fixed CMM inspection of a part, it is up to the supplier of this service to determine the specific areas to be probed and the amount of sampling to be done. They can easily under-sample a suspect area to obscure its appearance (hide data from a bad area). One gain from scanning is that since all the deviations are shown, the design engineer can quickly disposition these areas with confidence. For instance if there is an area that deviates from the print but it is in a non-functional area, the design engineer may likely change the print to allow for this. This would prevent a potential costly tool change and this approval would serve as a permanent documentation for the supplier. The supplier would also gain in the fact that the entire part has been approved by the customer at the FAI/PPAP time frame. So if an area that is slightly out of tolerance is approved but causes an issue later, then the customer is on the hook for needed changes. This equals protection for the supplier.
What else can this data be used for?
A major benefit from this process lies in having a permanent record of the part condition at that point in time. Typically manufactures/suppliers would have to keep “golden parts” that represent this initial condition or the condition of known good parts indefinitely. If they produce many parts this quickly becomes a vast library of components that can take up significant space. Having scan information instead eliminates this problem! Also, since there are ways to compare one set of data from one part to another set of data from another part (perhaps a yearly check for example), the customer can monitor how the part/tool is wearing with time and head off potential problems. This would also simplify any verification of tooling changes (due to design changes or tooling breaks) as a new scan can be done post the tooling change and then compared to the original scan. This ensures that the correct changes are made and that no other parts of the part have been affected. One can also quickly see that this will have a vast impact on how future troubleshooting is carried out as well. If all you have in past data is a few hundred probed points (or even a thousand) from a fixed CMM, you would not be able to gain the wealth of future use possible with scanned data.
With all of this Data, What can we do?
When viewing this historical scan data, the design engineer now has a tool that can be used to interrogate very specific areas of the part as well. Most scan data can be viewed and manipulated with free viewer software. The design or quality engineer can rotate the aligned data set, pick on individual deviation points and read the results, create cross sectional views for interrogation and a host of other things.
The potential
This methodology has the potential to revolutionize the cost/timing paradigm for performing FAI/PPAP inspections. It all comes down to the final data set available – thousands of probed points from a fixed CMM (or no recorded points from other traditional methods) lightly scattered over the part or millions of scanned points covering the entire component saved as a permanent and easily visualized record.

Leave a Reply
Want to join the discussion?Feel free to contribute!