Seeing Your Part Through a Different Lens – Utilizing the Zeiss O-Inspect 863 for Optical Inspections Down to a Hairs Width
In the past year 3D Engineering Solutions acquired a Zeiss O-Inspect 863. The unit is a state of the art optical / tactile inspection system that adds to our scope of accreditation, for ISO 17025, a capability to measure parts on a scale that we were unable to accomplish prior to having this equipment.
Our structured light scanners use a projector to display lines on a part’s surface while a camera detects the distortion in these lines in order to map the surface. The very nature of these systems means that the source for the projection and the location of the camera are further apart than with other equipment we use. This is one of the root causes of the difficulty in collecting data wrapped around these thin edges. The projector might produce shadows where the camera is “seeing” or the cameras angle to the surface with the projection causes too much distortion in the lines to be able to resolve. Either way, other methods must be used to collect data of the entire surface and still maintain an accurate relationship between the positioning of each snapshot of data.
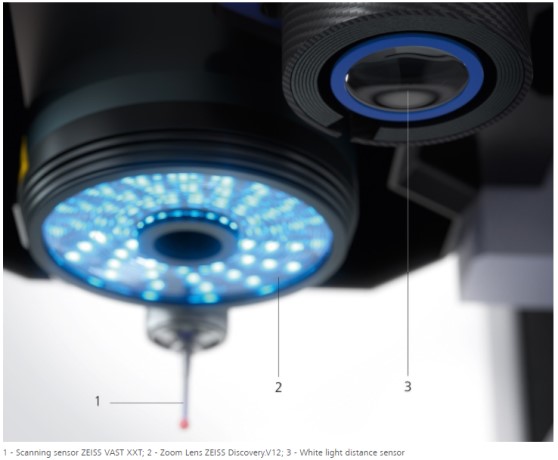
The Zeiss system is set up to have 3 probing options. The first is a standard tactile probing system that utilizes Zeiss’ Vast XXT scanning and single point measurement sensor. The second sensor is the Confocal White Light Depth sensor or CFS, and the third is a Zeiss Discovery V12 Optical 2D camera sensor with 10 magnification settings ranging from 0.5X to 6.3X
Along with these three data collection options come some of the tightest measurement uncertainties available in industry.
- Vast XXT scanning and single point measurement sensor
- Uncertainty of Measurement = 1.7+.04L*
- Confocal White Light Depth sensor
- Uncertainty of Measurement = 2.5+.033L*
- Zeiss Discovery V12 Optical 2D camera
- Uncertainty of Measurement between 30+.1L and 1.3+.041L* (for 0.5X to 6.3X magnifications respectively)
* Calibration and Measurement Capability (CMC) is expressed in terms of the measurement parameter, measurement range, expanded uncertainty of measurement and reference standard, method, and/or equipment. The expanded uncertainty of measurement is expressed as the standard uncertainty of the measurement multiplied by a coverage factor of 2 (k=2), corresponding to a confidence level of approximately 95%. Where L=length in millimeters
This means that if we are measuring a part of 305mm (12 inches) for you utilizing the 0.5X magnification lens, then 3DES can state with a 95% certainty that the measured value reported is within +60.5 micrometers (+0.002 inch), and if we were to zoom in and capture that same data utilizing the 6.3X lens then our uncertainty would be +13.8 micrometers (+0.0005 inch). Keeping in mind that a human hair is 65 micrometers on average, 3DES is literally splitting hair widths when it comes to our uncertainty of measurement.
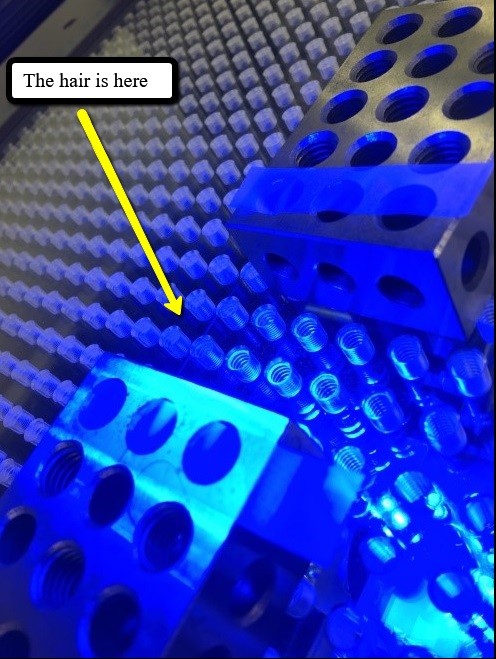
So let’s look at that example in a little more detail. Since I don’t have a lot of hair myself, I was able to sneak up on a coworker and steal some of theirs. After that excitement was over I set this sample up, as shown in the left image, by taping each end to a standard 1-2-3 block.
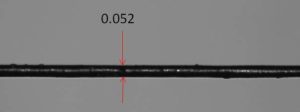
The image below shows the hair sample in the 6.3X magnification range. This sample measured at 0.052 micrometers (0.002 inch). Now remembering the measurement uncertainties stated earlier I can state this measurement with a 95% confidence value of +3.4 micrometers (+0.0001 inch).
 So if your application requires the highest level confidence in the measurements you receive, contact 3D Engineering Solutions and ensure that you’re splitting the right hairs.
So if your application requires the highest level confidence in the measurements you receive, contact 3D Engineering Solutions and ensure that you’re splitting the right hairs.

Leave a Reply
Want to join the discussion?Feel free to contribute!