Basics of Metrology – Gage Repeatability and Reproducibility
Everything in life has a certain amount of risk associated with it. For the consumer of a product or process the risk is also tied to cost. The measurement results that any accredited metrology laboratory provides you will ultimately be used as either evidence that your product or process is within bounds, or outside of bounds. If it’s within the boundaries of acceptability then the cost associated here is the cost of the third party inspection. However if the inspection shows the product or process is out, then the costs become a bit more complicated, as you will need to review the product and process and possibly adjust it one way or another.
The challenge for all of us is to mitigate this risk as much as possible. ISO 17025 accredited laboratories must mitigate this risk through many industry acceptable methods, such as a complete understanding of the measurement uncertainty for each instrument we use. We also are required to participate in outside testing which gages our performance against that of other similar laboratories. As a higher level of insurance 3D-Engineering Solutions has developed an internal testing plan which gages each of our instruments against themselves and each other over time. All of this allows us to know the limitations of our measurement devices and offer you the best possible solutions for your needs in metrology.
There are certain situations, however, in which asking for more information may be warranted from our customers. If you have a sampling of parts you are having inspected at any lab, and the features on these parts are very close to the expanded uncertainty of measurement we offer, then you may wish to request a quote for a Gage Reproducibility and Repeatability study along with your quote for inspection. A GR&R is going to be used to study the entire measurement system as it directly relates to the features of concern for your part. In other words we study the whole of everything that goes into the results in order to quantify bias and variance that may be present and show that the measurement system is acceptable for use for that particular feature or features.
So what exactly is meant by the terminology “measurement system”? You can read more about this in the AIAG Measurement System Analysis Reference Manual [1], but in short this study is looking at not only the instruments ability to correctly measure a feature, which we do through our accreditation requirements, but it is also looking at the interaction of the people performing the measurements, how the part is set up and how repeatable that set up is, and how all of this coupled together with temperature fluctuations and software will affect the measured results for your particular sample set.
There are 2 main methods to perform this analysis. The first is the older method known as the Tabular method which required hand calculations and charting of the averages and moving range. With statistical software, such as Minitab, widely available for use now the most popular and common method of performing a GR&R is to use the ANOVA method.
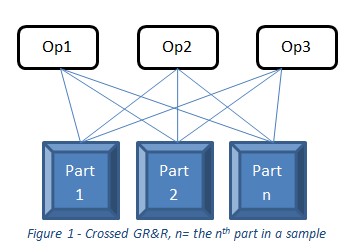
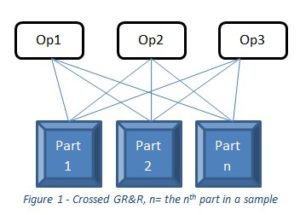
3DES typically uses the Crossed GR&R ANOVA method. This method measures the same parts, multiple times, by multiple operators (see fig1). This is typically done with part ordering being random for each operator or sometimes having both operator and part order being randomly selected.
The standard GR&R Study will allow us to see:
- Gage variation (repeatability of the gage)
- Measurement procedure variation (reproducibility of the measurement results)
- Operator to Operator variation
- Operator to Part variation
- Part to Part variation
- Distinct categories
- This is going to allow us to see how well our measurement system can distinguish between individual parts. If a low number is found in the District categories then the system likely cannot distinguish between the parts at all. The higher this number the better off the system is at distinguishing between each measureand (measured feature).
- For example, in September 2017 article of Quality Progress, the author shows that if you have 2 distinct categories then the system can distinguish two groups, such as between high and low. While having 3-4 categories will allow 3 groups, such as low, middle and high.[2]
- For most needs it is best to have at least 5 distinct categories showing up in the study.
- This is going to allow us to see how well our measurement system can distinguish between individual parts. If a low number is found in the District categories then the system likely cannot distinguish between the parts at all. The higher this number the better off the system is at distinguishing between each measureand (measured feature).
What is all of this telling us at this point? Well it solely depends on the purpose of the measurement system. If you’re depending on the system to analyze a process, then you will want to compare the %GRR to the process variation. However, and this is the case most of the time for 3rd party inspection labs, if you’re using the system to determine conformance to specifications, then you will need to compare the %GRR to the tolerance. This is known as the “product control or process control” question while planning a GR&R activity at a third party inspection lab.
A quick note on judging acceptability of the system. AIAG’s table shows for a system to be considered generally acceptable for most or all applications within its abilities the %GRR should be less than 10. However the reference guide also warns us that using these guidelines as threshold criteria is NOT an acceptable practice for determining the acceptability of a measurement system. (Emphasis on the word “not” is AIAG not mine). They go on to explain that, “Applying the guidelines as the thresholds assumes that the calculated statistics are deterministic estimates of the measurement system’s variability (which they are not). Specifying the guidelines as the threshold criteria can drive the wrong behavior. For example, the supplier may be creative in achieving a low GRR by eliminating real life sources of variation (e.g., part to gage interaction) or manipulating the measurement study (e.g., producing parts outside the expected process variation).” [1]
At 3D-Engineering Solutions, we will often do a quick repeatability/reproducibility study on a setup of multiple parts even if the full GR&R is not requested. We have a high amount of confidence that the accuracy of our equipment is correct and that it, in itself, is capable of producing reported values within our stated uncertainties and within the proper TUR level, however sometimes with small or odd shaped parts it is good to run a measurement on one or two features, multiple times, so that we can ensure that our fixturing is acceptable and repeatable.
If you would like to learn more about the metrology capabilities at 3D-Engineering Solutions please reach out to us. We always enjoy speaking with people about what we can do for your particular needs in inspection and gage/fixture calibration.
References
| [1] | Chrysler Group LLC, Ford Motor Company, General Motors Corporation, Measurement Systems Analysis Reference Manual Fourth Edition, 2010. |
| [2] | N. Choudhary, “A Study In Measurement,” Quality Progress, vol. 50, no. 9, pp. 42-47, 2017. |
3D Engineering Solutions stands ready to help you with your GR&R and inspection needs. Contact us today!


Leave a Reply
Want to join the discussion?Feel free to contribute!