A Case Study: The Advantage of Using Micro Focus Industrial CT Scanning
Recently I had a client who was purchasing micro motors from a Chinese company. These motors were very specialized for their required function as it has a gear reduction box attached to the output shaft.
How do you measure the features that you cannot even see?
During the testing phase of the product the engineers began to see the tiny gears inside of the reduction box started to strip past one another. With the smallest of the gears being only a couple of millimeters in diameter, the stack was very tightly packed into a small volume. It was difficult, near impossible, to see the gears meshing, let alone take any meaningful measurements on them. So how do you measure the features that you cannot even see?
 My proposed solution was to provide them with a sample of what our Nikon MCT 225kV Micro Focus CT system can do. So I set about the task of creating some images from a full CT scan of their micro motor to see if I could determine the starting point of the issues they faced.
My proposed solution was to provide them with a sample of what our Nikon MCT 225kV Micro Focus CT system can do. So I set about the task of creating some images from a full CT scan of their micro motor to see if I could determine the starting point of the issues they faced.
Before diving too deep into the “what we were able to provide” segment, it’s important to understand why I chose to pitch the use of this equipment for this particular problem solving exercise.
3D Engineering Solutions has a very unique capability with the use of the Nikon MCT system. First, the machine is metrology grade (thus the M in MCT) which means that with the linear scale feedback on the positioning of the sample part, as well as incorporating a temperature controlled cabinet, 3D Engineering Solutions has been able to sample and calculate a very accurate measurement uncertainty data. We’ve also been accredited through the L-A-B, an international accreditation bureau for metrology labs in the use and application of the ISO 17025 standard.
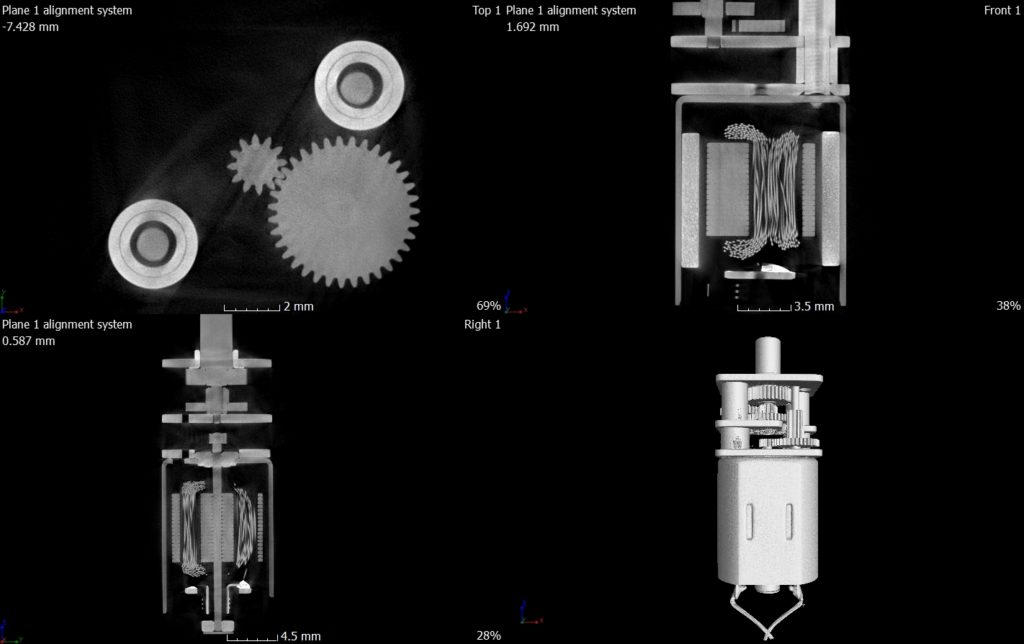
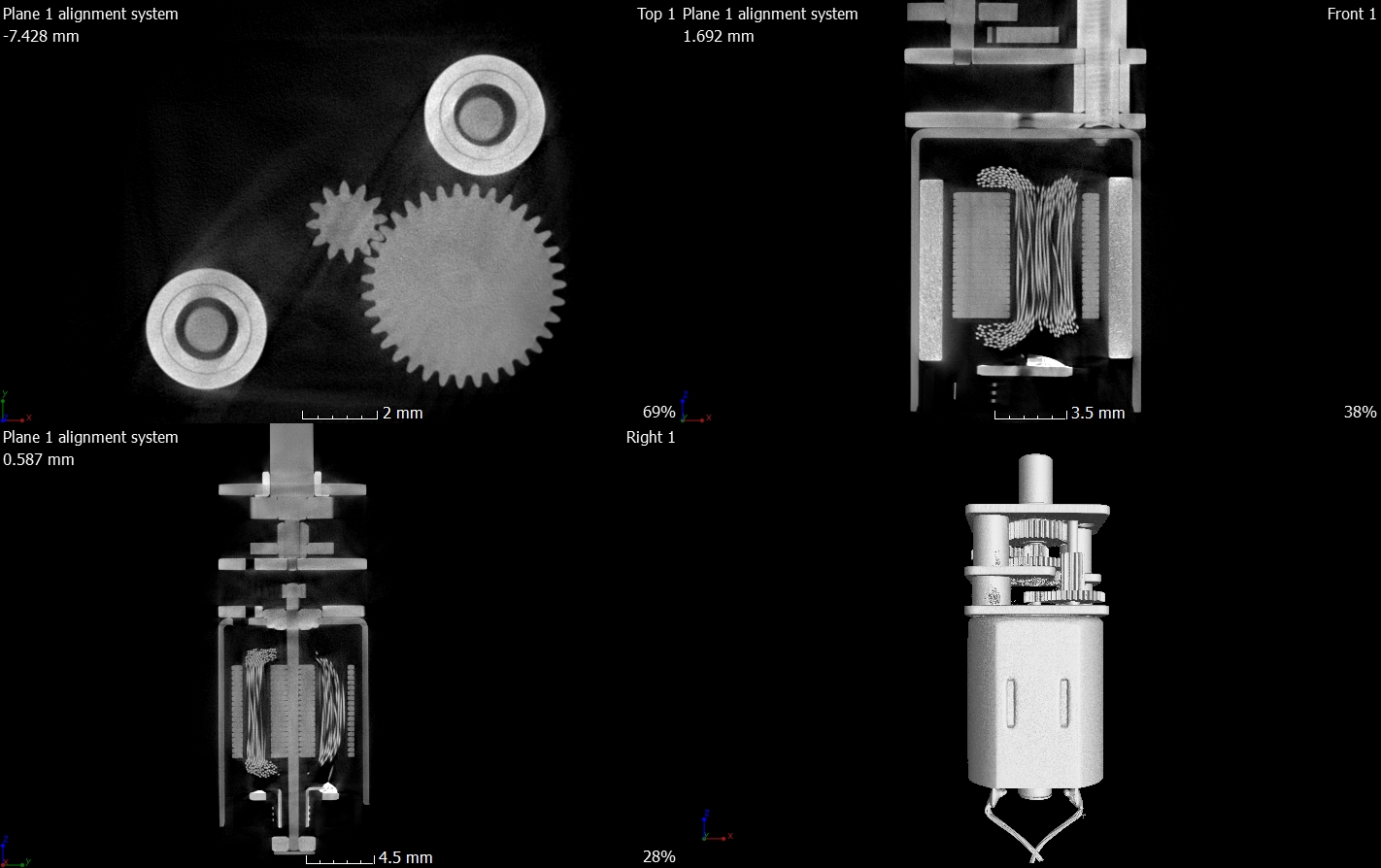
Our currently stated measurement uncertainty for the Nikon MCT in the 3DES lab is 11+.03L µm, where L is the length in meters. This means that the part pictured above, at 1 inch (.0254M), we can be 95% confident that any measurement we give will be within an uncertainty level of 11.000762µm (.000433inch). Considering the size of the gear teeth on this assembly I felt it was important to have the most accurate dataset possible with the equipment we have to choose from, while still being able to view and measure the components in the assembled state.
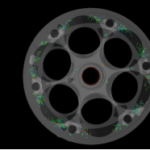
As the above image shows, once you have collected the 3000+ x-Ray images and reconstructed them into a volumetric dataset, it becomes very easy to create the slice section images required to analyze this gear stack.
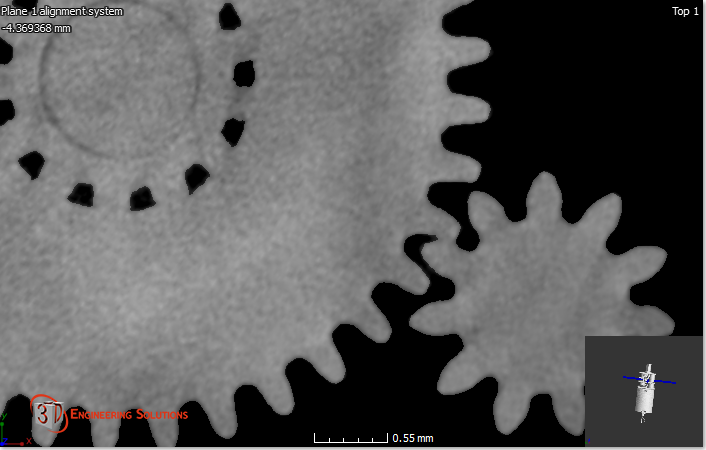
After slicing through the different gears in the assembly I was able to pinpoint one set which appeared to be spaced too far apart. It appears that this set of gears is not meshing on the pressure angles but rather more toward the tips of the gear teeth.
Stated Measurement Uncertainties of 11+.03Lµm
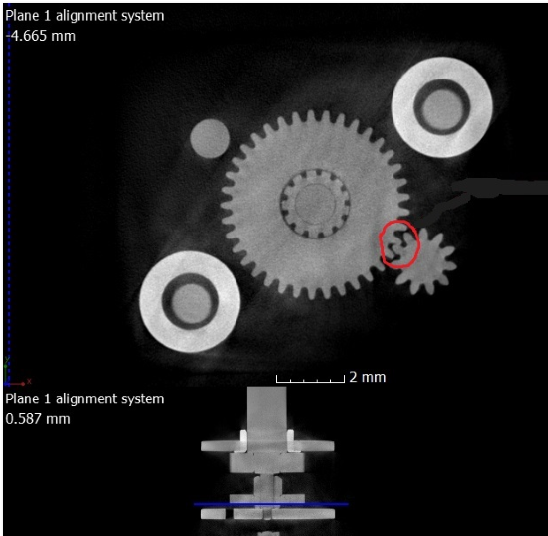
This is even easier to see when you zoom into the area in question, as shown to the right. The pressure angles appear to be out of location.
Once this image study was presented to the client they were able to confirm that the gear pair I identified was the possible issue and was indeed the gear pair that was stripping when under load.
With this information 3DES was not just able to give the client a pictorial image of what is going on, but also we were able to create geometry and measurements from the CT data, thus giving the clients engineers something tangible to go back to their supplier with.

So tell us how 3D Engineering Solutions can help you with your smallest challenges and allow us to help you analyze and solve your biggest design problems!